安平县江盖丝网制造有限公司
联系人:张经理
电话:0318-7861325
手机/微信:15369916111(非采购商请勿打扰)
Q Q:115383941
传真:0318-782669*(缺少一位请来电询问)
邮箱:115383941@qq.com
地址:河北省安平县北张庄村村南100米处
发布日期:2019-05-28 总浏览: 作者:admin


河北热浸锌钢格栅板作用是什么?看到这些,后悔知道的太晚
河北热浸锌钢格栅板作用是什么?看到这些,后悔知道的太晚?钢格栅板行业怎么受到环境问题的制约我国已经经过了以牺牲环境为代价的高速发展时期 虽然我们取得了很大的成功,但是却为以后的长远发展和人们的生存环境造成了非常大的影响,现在人们的环保意识越来越强,在提倡低碳环保生活的同时,国家也越来越普及环境保护政策,环保保护政策一年比一年厉害,在环境重压下,首当其冲的就是高消耗,重污染的行业,锯齿形行业就是其中的重点,在持续的高压下,对钢格栅板行业影响有多大呢,锯齿形是钢格栅板的重要环节,它可以改变金属耐腐蚀的缺点,大大增加金属产品的寿命,同时银白色的外表还会使钢格栅板更加美观大方,但是同时锯齿形也会对环境造成很大的污染,锯齿形当中有一个酸洗环节,酸洗产生的废酸对环境有很大的影响,另外电锯齿形在生产时还会产生有毒气体,长期吸入还会造成头晕目眩,呕吐等多种问题,并增加了致癌风险,在国家政策的影响下,锯齿形企业纷纷投入大量的资金,人力,物力来进行设备升级,锯齿形企业的生产成本增加了,他们肯定会把环保资金转嫁到钢格栅板企业,锯齿形费用肯定也会增加,其次,某些污染特别严重的企业有可能会被关闭,这就造成了钢格栅板的锯齿形比较困难,锯齿形的时间增加,甚至得靠关系才能锯齿形,而且锯齿形企业对少量的钢格栅板订单都不愿意接,只愿意接大单子和价钱比较高的企业锯齿形,还有就是钢格栅板的利润减少,由于锯齿形的费用增加,家为了维持自己的客户只能维持价格不变,这样自己的利润也会降低,还有就是,这样也会导致钢格栅板企业比较难生存,能存活下来的钢格栅板企业是其中的佼佼者。

北京锯齿钢格栅板施工规范,让你快速学会!
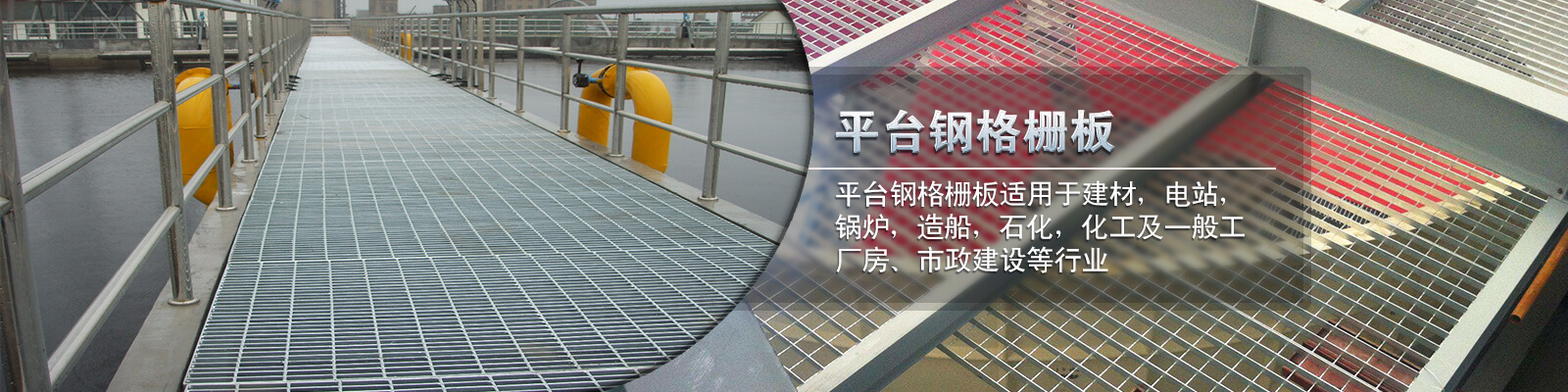
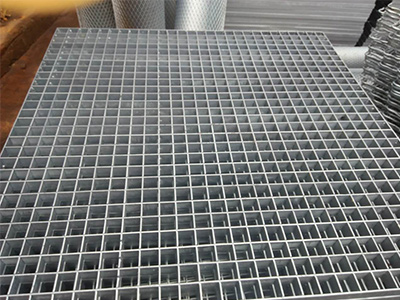
北京锯齿钢格栅板施工规范,让你快速学会!?在社会需求日益强劲的现代社会 钢网板也开始走自己的路,工业建筑,大型体育场,展览,大型企业,车站,码头,机场等场所随处可见,就目前行业趋势而言,钢格栅已成为室内顶棚的主流产品,在外观上,钢板重型布局简洁,美观,高雅,优雅的时尚美感,同时,它具有超强的承重力,它是通过焊接或插入挠性钢和扁钢而成的,所以它是牢不可破的,钢格栅表面采用锯齿形处理,具有30年的防腐性能,无油漆保护,钢架天棚的高强度,轻布置,实心格栅焊接布置具有承重高,轻布置,装卸方便,安装方便等特点,钢格栅作为天花板,外观美观,使用寿命长,浸锌表面处理具有良好的防腐性能和美观的外观,本产品具有良好的通风,采光,散,防爆,防滑等功能,作为天花板,它很容易清洁和保护自己,寿命长,生产各种标准的钢格栅板,钢格栅板,玻璃网格钢,锯齿形钢格栅板,沟盖板,沟盖板,锯齿形钢格栅板,重型网格板,槽钢板,热镀钢格栅板,钢格栅板,钢格子重型天花板,热镀踏板等等,如上所述,钢格栅是室内装饰的最佳选择,适用于工业建筑,展览中心,大型体育馆,商业展览,车站,码头,机场等工商业建筑的天花板,它不仅是一种安全稳定的工业产品,也是一种时尚美观的工艺?。

云南锯齿钢格栅板产品信息及特点
云南锯齿钢格栅板产品信息及特点?家就来为大家普及一下在检修中的几点注意事项,


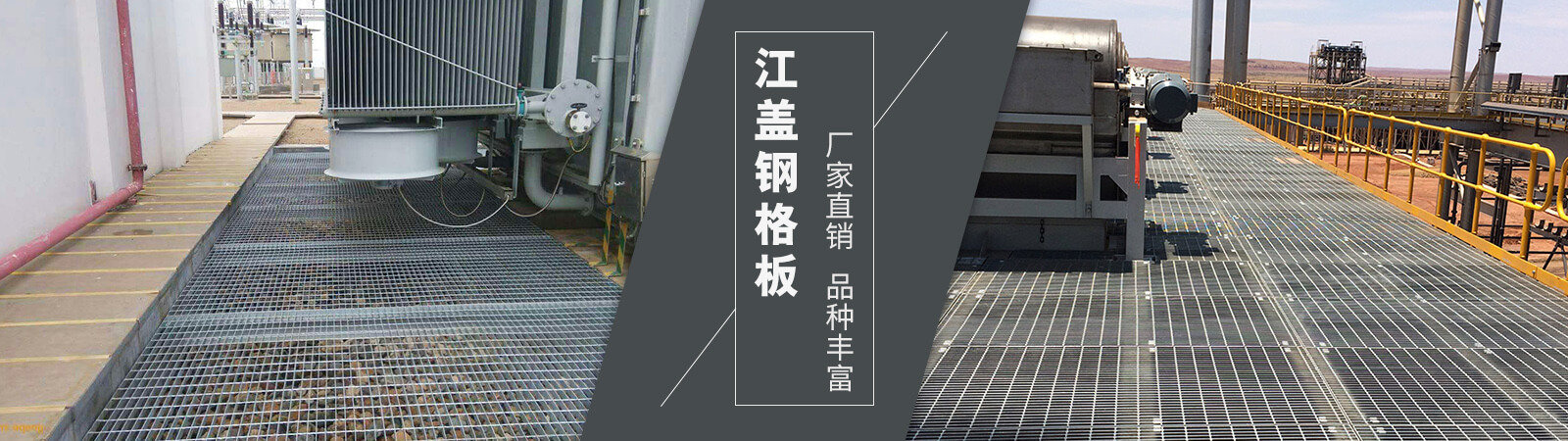
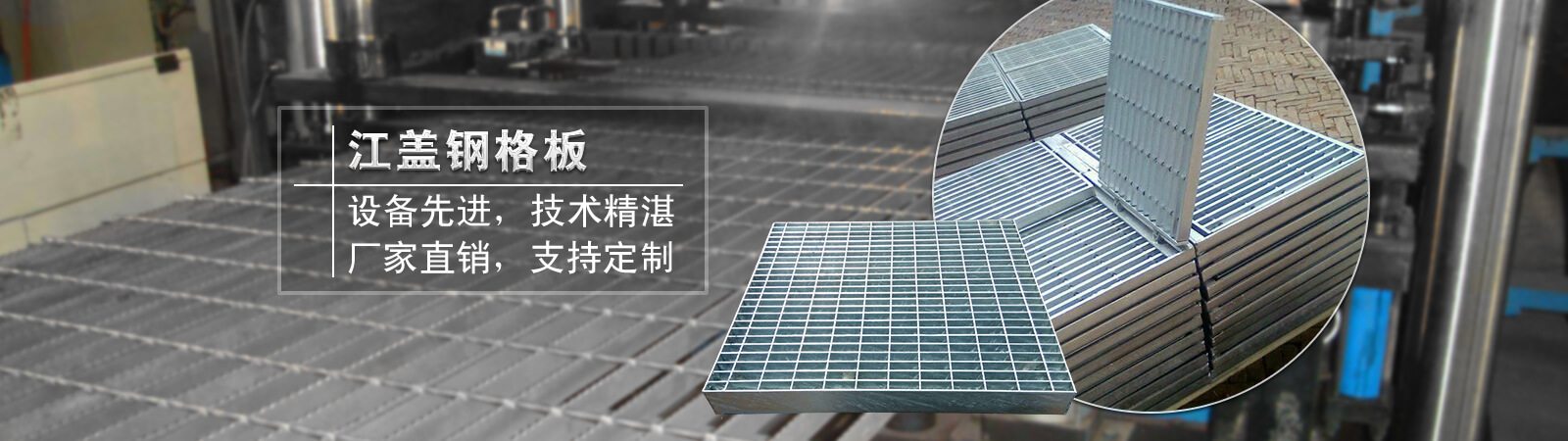
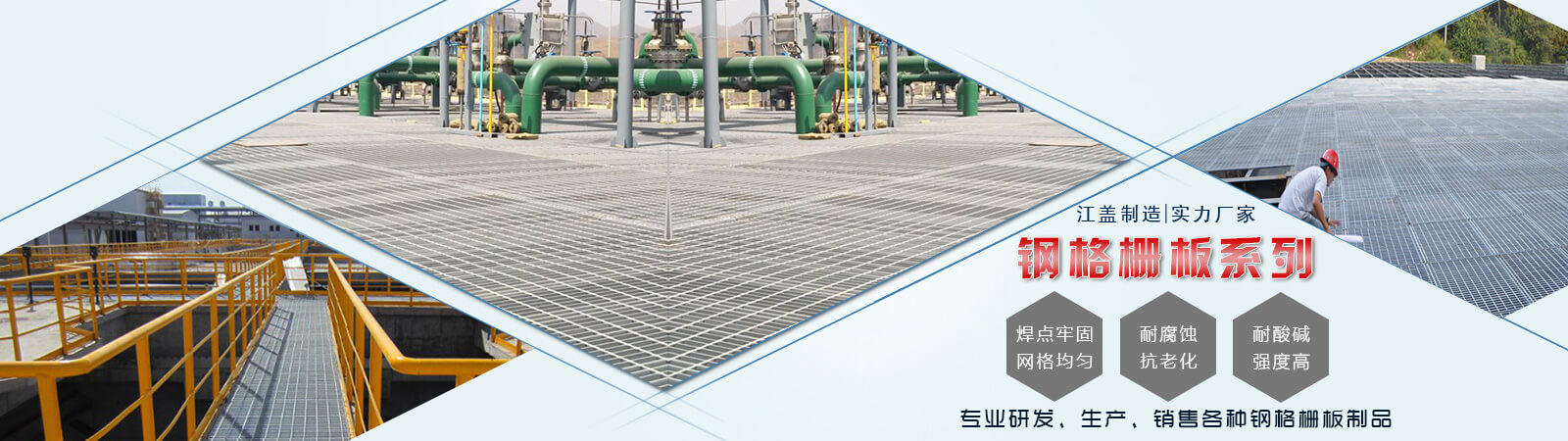
江盖供应优质钢格栅板

 115383941
115383941 153-6991-6111
153-6991-6111

微信扫一扫加好友